Easier debonding with thermally expandable particles

To meet the requirements of the European Green Deal and the Circular Economy Action Plan, the manufacturing industry is taking major steps to realise sustainable products and processes. Key industrial sectors such as automotive, machine building, and construction are incorporating efficient lightweight structures, sustainable multi-material designs, and reusable and recyclable parts. As adhesives play an important role in the assembly of such products, adhesives with the ability to debond on demand will accelerate the sustainability efforts, and enable the widespread use of recycling and reuse strategies. In the circular bonding COOCK project, Flanders Make has studied and developed innovative debonding technologies to improve the recyclability of parts in the near future.
What is debonding and how can it be achieved?
Many assembly processes use adhesives to join parts together. Debonding is the process of separating these parts without permanent damage. This is an important step in repairing, reusing or recycling components. For example, modern smartphones often have their screen glued to the frame, making it very difficult to replace a cracked screen or to recycle the rare earth metals inside them.
The debonding process can be achieved through three main mechanisms:
Mechanical debonding
The least preferred method of debonding in most cases is mechanical debonding. Using this method, we apply mechanical force to the adhesive layer until it cracks and debonds the parts. However, high performance structural adhesives are usually used to prevent unplanned debonding, so the forces required to achieve mechanical debonding can be quite high, risking damage to the parts. The process is also difficult to control, and the results can be unpredictable.
Electrochemical debonding
A relatively new method of debonding is the electrochemical method. This method uses special adhesives that can be debonded using light sources such as UV, electrical currents or chemical solvents. However, these types of adhesives are still relatively new and at a low level of technological maturity.
Thermal debonding
A third method is thermal debonding, which involves heating the adhesive to a high temperature at which it changes from a strong and stiff state to a softer state. In this softer state, a small mechanical force is sufficient to debond the parts. A major advantage of this debonding mechanism is that controlled heating technology is commercially available and directly scalable. In addition, virtually any structural adhesive can be deboned using this technique. Both convection and induction heating are often used to achieve thermal debonding. Both approaches have their specific disadvantages. With convection heating, there are many types of ovens commercially available to reach a certain temperature. But the whole assembly is heated up to that temperature, potentially damaging other parts. Inductive heating allows the heat to be directed to specific locations. But it also requires adhesives that can conduct electricity or interact with the magnetic field. Both approaches involve softening the adhesive until the bond can be broken with little force. At Flanders Make, we have developed a third option within thermal debonding.
Debonding by thermally expandable particles
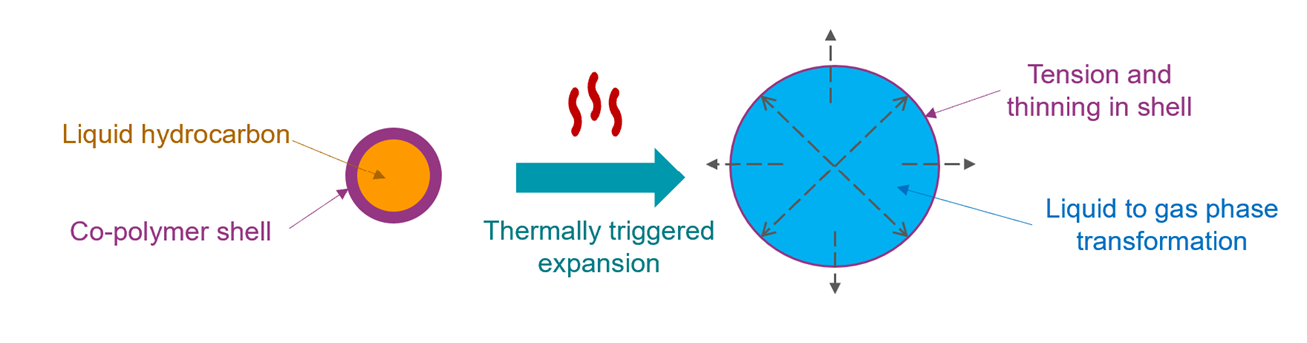
Thermally expandable particles are widely used in various types of foams. These low density particles consist of liquid hydrocarbons encapsulated in polymeric shells. At a certain trigger temperature, the liquid hydrocarbon turns to gas and expands, pushing outwards and thinning the polymeric shell. At full expansion, thermally expandable particles can reach more than 5 times their initial volume. When these particles are mixed with the adhesives, and the trigger temperature is reached, their expansion turns the adhesive into foam and reduces its mechanical properties. The two parts can then be separated easily, using little force. Thermal triggering of these particles can be achieved by any heating method, and hybrid heating methods are possible. For example, induction heating can be used to trigger the expansion of these particles when conductive substrates are used. However, these particles can only be used if the curing temperatures of the adhesives are well below the triggering temperature of the particles. Moreover, the addition of these particles to structural adhesives can affect the mechanical properties of the adhesive. Therefore, careful balancing of the amount of TEP in the adhesive combined with the proper design of the adhesive joint is essential.
We have demonstrated the use of the TEPs for machine building and chip making applications. For this demonstrator we considered a glass lens bonded to an aluminium bracket using MMA adhesive. The aim is to debond this assembly and to retrieve the more expensive lens which is made of special optical glass. The results are very promising. Within 10 minutes, we were able to debond the assembly in a convection oven without the use of mechanical forces.
How close are we to debonding on demand?
In this blog post we’ve discussed the landscape of the debonding technologies in a broader context. On the one hand, debonding by electrochemical methods such as UV or solvents, while promising, is not yet ready for widespread commercial use. Fundamental understanding is still required to develop these special adhesive formulations, combined with the upscaling for the trigger technologies to full commercial equipment. On the other hand, all the necessary elements of the thermal debonding methods are commercially available and scalable in size. Therefore, thermal debonding can be directly implemented in industrial applications.
However, in order to successfully implement thermal debonding in the industry, the following elements must be taken into consideration:
- The correct choice of additive particles (ferroelectric/ferromagnetic particles and TEPs) and their content percentage in the adhesive.
- Adding particles to the adhesive reduces the performance, making is necessary to adjust the design of the adhesive joint.
- The design of the process parameters to optimise the entire bonding and debonding process (debonding time, thermal energy, etc.)
Solving this puzzle of on demand debonding of adhesive joints pays off, as it unlocks the full potential of sustainable and reusable products in the circular economy of the future.
